













The Definitive Guide to Titanium Forgings
Titanium forging is not only a shaping process. It is a thermal-mechanical method for improving internal structure, fatigue resistance, and long-term reliability. This guide helps engineers and procurement teams understand forging methods, titanium grade selection, inspection requirements, and RFQ considerations for high-integrity forged titanium components.
Before You RFQ Titanium Forgings, Confirm These 3 Things
- Which forged form do you need: ring, disc, shaft, block, flange, bar, or custom near-net shape?
- Which performance requirement matters most: fatigue resistance, corrosion resistance, high strength, purity, or dimensional stability?
- What standards and inspection documents are required: ASTM B381, UT, PT, MTC, heat treatment record, or third-party inspection?
1. What Is Titanium Forging — And Why It Matters
Titanium forging uses controlled pressure and temperature to shape titanium while refining the internal grain structure. Unlike casting, which simply pours liquid metal into a mold, forging mechanically works the solid metal. This eliminates internal voids and aligns the grain structure to the part's shape. When you specify forged titanium, you are purchasing metallurgical certainty and structural reliability, not just a shape.
2. The Physics of Performance: Grain Flow
Grain flow alignment is the secret to forged strength. During forging, the metal grains deform and flow along the contours of the component. This continuous grain structure acts like the grain in wood—it is incredibly strong along its length. For parts like forged shafts, rings, discs, and aerospace brackets, this aligned grain flow dramatically improves fatigue resistance and impact strength compared to parts machined from standard bar stock where the grain is cut across.
3. Forging Process Comparison
| Process | How It Works | Best For | Advantages | Precision | Tooling Cost |
|---|---|---|---|---|---|
| Open-Die Forging | Metal is shaped between flat dies without enclosing it. | Large blocks, simple shafts, discs. | High flexibility, fast setup. | Low (requires more machining) | Low |
| Closed-Die Forging | Metal is pressed into custom-shaped molds. | Complex geometries, OEM parts. | Near-net shape, material savings. | High | High |
| Rolled Ring Forging | A pierced blank is expanded into a ring via rollers. | Bearings, flanges, turbine rings. | Continuous circular grain flow. | Medium-High | Medium |
| Isothermal Forging | Dies and metal are kept at the same high temperature. | Aerospace jet engine discs (superalloys). | Ultra-precise, complex shapes. | Very High | Very High |
4. Forged vs. Cast vs. Machined: The Ultimate Comparison
| Method | Grain Structure | Internal Defect Risk | Fatigue Resistance | Material Yield | Typical Use Logic |
|---|---|---|---|---|---|
| Forged Titanium | Refined, contoured flow | Very Low | Excellent | High (near-net) | High-stress, critical safety, dynamic loads. |
| Cast Titanium | Random, coarse | High (porosity) | Moderate | Very High | Complex internal cavities, lower stress apps. |
| Machined from Billet | Unidirectional, cut across | Low | Good | Low (high waste) | Low volume, simple shapes, fast prototyping. |
5. Titanium Alloy Selection Guide
| Grade | Type | Strength | Corrosion Resistance | Best Use Case |
|---|---|---|---|---|
| Grade 2 | CP (Commercially Pure) | Moderate | Excellent | Chemical processing, marine flanges, general industry. |
| Grade 5 | Ti-6Al-4V (Alloy) | Very High | Good | Aerospace structures, high-load shafts, fasteners. |
| Grade 7 | CP + Palladium | Moderate | Extreme | Aggressive chemical environments, reducing acids. |
| Grade 12 | Ti-0.3Mo-0.8Ni | High | Very Good | Heat exchangers, high-temperature chemical service. |
| Grade 23 | Ti-6Al-4V ELI | Very High | Good (Biocompatible) | Medical implants, surgical devices. |
| Ti-6242 | Ti-6Al-2Sn-4Zr-2Mo | Ultra High | Good | High-temp jet engine compressor discs. |
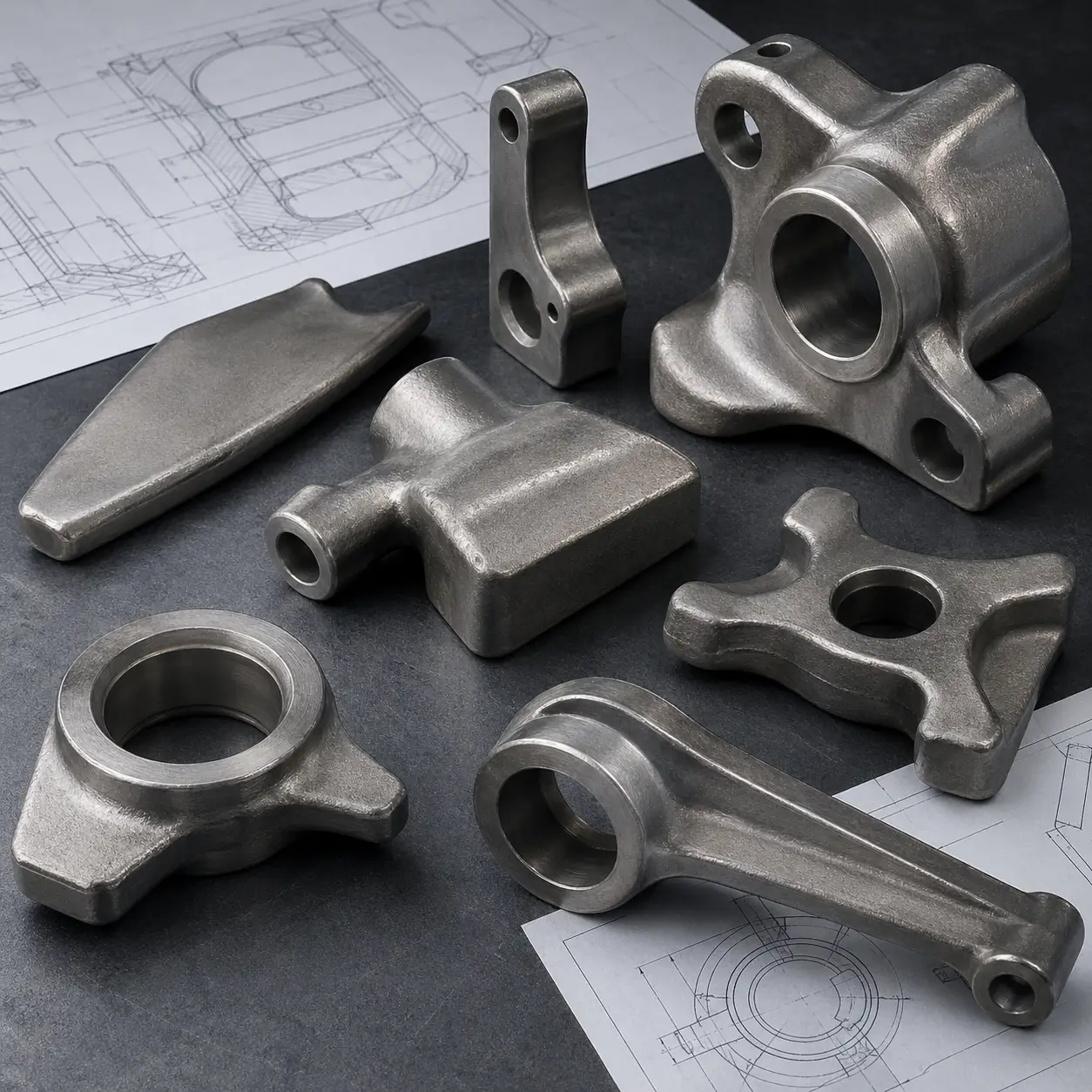
6. Common Forged Product Forms
We produce a variety of forged forms tailored to downstream manufacturing:
| Forged Form | Typical Geometry | Application Logic | Inspection Focus |
|---|---|---|---|
| Forged Rings | Seamless circular | Rotational symmetry, burst resistance. | UT for internal voids. |
| Forged Discs | Flat circular blanks | Turbine hubs, medical implant blanks. | Thickness uniformity, center soundness. |
| Forged Shafts | Long cylinders | Torsional load transfer, agitators. | Straightness, surface PT. |
| Forged Blocks | Rectangular/Square | Starting stock for complex CNC milling. | Isotropic properties, core UT. |
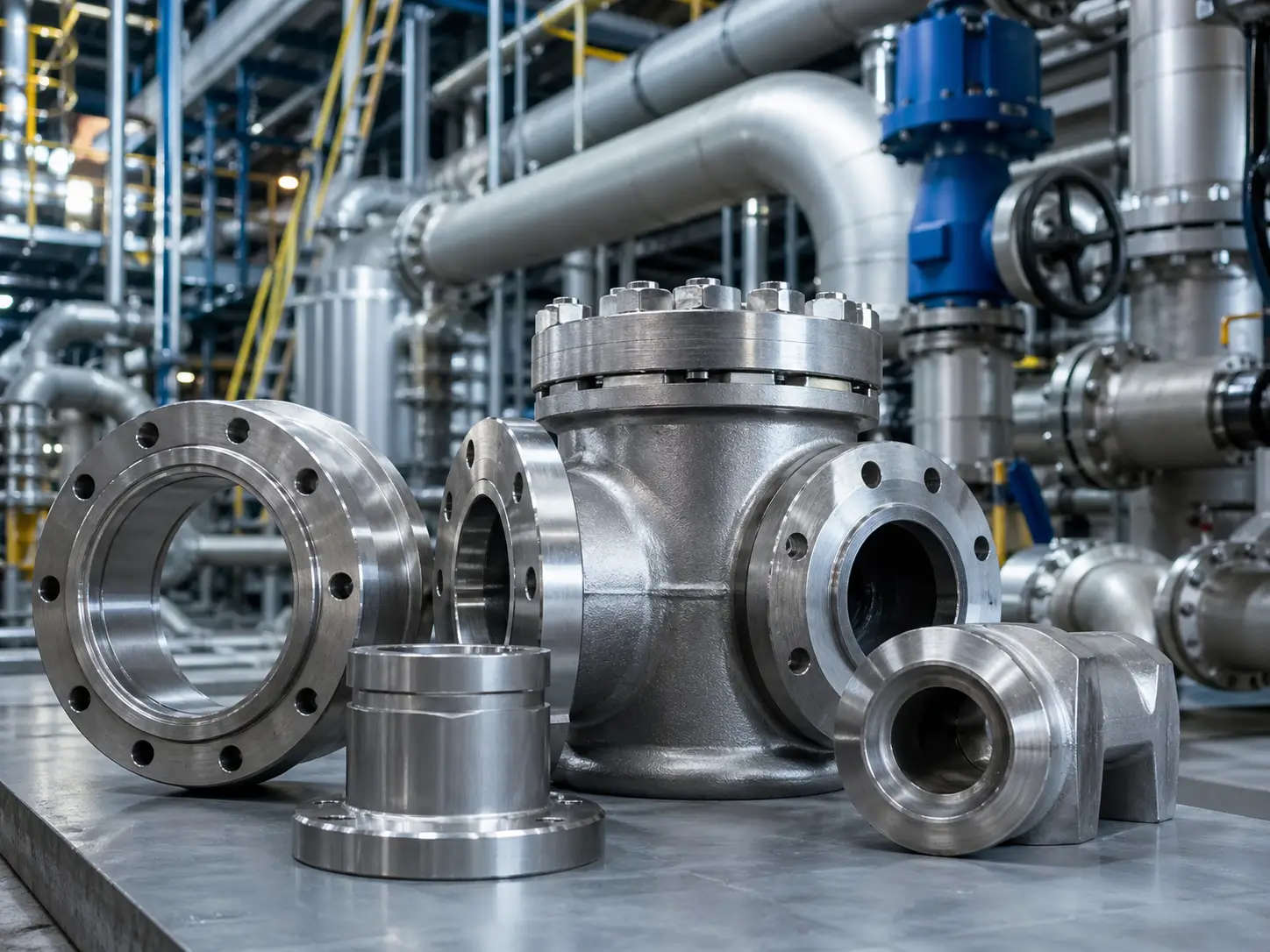
7. Industry Applications
| Industry | Common Forged Parts | Key Benefits | Typical Alloys |
|---|---|---|---|
| Aerospace & Defense | Landing gear, engine rings, bulkheads | High strength-to-weight, fatigue life | Gr 5, Ti-6242 |
| Medical | Joint replacements, cranial plates | Biocompatibility, pure structure | Gr 23 ELI |
| Marine & Offshore | Propeller shafts, subsea housings | Seawater corrosion resistance | Gr 2, Gr 5 |
| Chemical & Industrial | Flanges, valve bodies, agitators | Chemical inertness, pressure boundary | Gr 2, Gr 7, Gr 12 |
8. Global Standards & Compliance
Industrial titanium forgings are governed by strict standards to ensure safety and interchangeability. ASTM B381 (and its ASME equivalent, SB381) is the primary specification defining the chemical and mechanical requirements for titanium forgings. For medical applications, ASTM F136 and ISO 5832-3 dictate the ultra-high purity requirements for Grade 23 ELI. NDT practices reference ASTM E114 for Ultrasonic Testing logic and ASTM E165 for Penetrant Testing. All compliant deliveries should be accompanied by an EN 10204 3.1 MTC (Material Test Certificate).
9. Quality Assurance & NDT
Testing is divided into mechanical verification and non-destructive evaluation.
Mechanical & Performance Testing
- tensile testing
- hardness testing
- impact testing
- fracture toughness testing
NDT Methods
- UT (Ultrasonic Testing)
- PT / DPI (Penetrant Testing)
- Eddy Current
- visual and dimensional inspection
Why UT is critical: Ultrasonic Testing is especially important for forgings because it is the only reliable way to detect deep internal voids, inclusions, or un-welded center porosity that cannot be seen on the surface.
10. Design for Manufacturability: Forging Optimization
- confirm final geometry and machining allowance
- specify near-net shape expectations
- include draft angles for closed-die forgings
- define forging ratio or grain-flow expectations
- specify heat treatment
- specify NDT requirements early
- provide 2D / 3D drawings and quantity
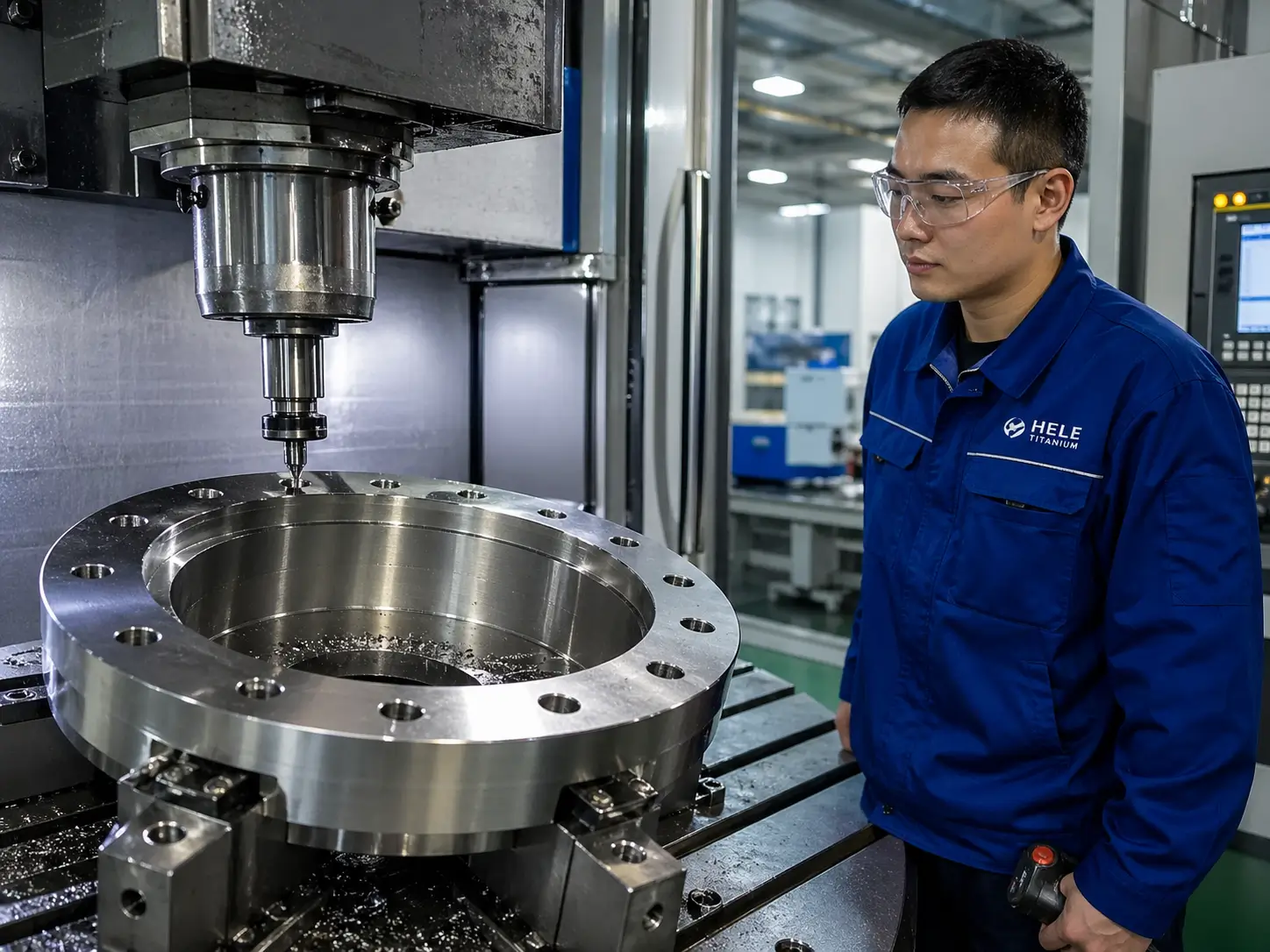
Ready to Move from Forging Specification to Production?
Hele Titanium provides custom titanium forging support from grade selection and DFM review to forged production, NDT verification, machining support, and documentation delivery.